Nickle Alloy Ring Monel K500 UNS N05500 Ni68Cu28Al Grind Polish For
Aviation
Nickle Alloy Ring Monel K500 UNS N05500
Nickle Alloy Ring (UNS N05500) are the most common in forged metals. Through open
die forging,the metal is formed into something that's shaped like a
doughnubefore it's heated between 400 and 700'c. Next, it's placed
on a mandrel or idler rol that increases the steel ring's diameters
and reduces thethickness of its walls. You can find them in
machinery and equipment, vehicles, pipes and valves, and other
hardware. Almost all vehicles and otherheavy machinery make use of
them because they are durable and easy to replace and look for.
Monel K500, is a age-hardenablenickel-copper alloy that combines the
corrosion resistanceproperties of Monel 400 with high strength
corrosion fatigue and erosion resistance properties. It is
precipitation hardenable through theadditions of aluminum and
titanium. The chemica composition of It retains the excellent
corrosionresistant characteristics of alloy 400.When compared with
Monel 400, it has enhanced strength and hardnessafter precipitation
hardening. It has approximately three times the yield strength and
doublethe tensile strength of alloy 400.It can befurther
strengthened oy cold working before the orecipitation hardening. It
should be annealed when welded and theweldment then stress relieved
before aging.
Applications:
Typical applications for Monel K500 that take advantage ofhigh
strength and corrosion resistance are pump shafts,impellers,
propeller shafts, valve components for ships andoffshore drilling
towers, bolting, oil well drill collars, andinstrumentation
components for oil and gas production.ltis particularly well suited
for centrifugal pumps in themarine industry because of its high
strength and low corrosion rates in high-velocity sea water.
High Performance Alloys stocks Alloy K500 in a range otcold drawn,
annealed and aged, and hot finished andaged. Material can be
supplied in random lengths, cut to order or machined to your
specifications. Machining includes drilling, turning, tapping,
threading, CNC shapes,flanges, and more. Pump shafts, impellers,
propeller shafts. Pumps and valves used in the manufacture of
perchlorethylene,chlorinated plastics. Valve components for ships
and offshore drilling towers. Instrumentation components for oil
and gas production. Oil well drill collars. Particularly well
suited for centrifugal pumps.Equipment for processes utilising
halide or acid catalysts.
Machining:
Nickel based alloys can be difficult tomachinine.However, it should
be emphasized that thesealloys can be machined using conventional
productionmethods at satisfactory rates. These alloys harden
rapidlygenerate high heat during cutting, weld to the cuttingtool
surface and offer high resistance to metal removabecause of their
high shear strengths. The following arekey points which should be
considered during machining operations: capacity/tools/positive
cut/lubrication.
Recommended Tool Types & Machining Conditions:
| Operations | Carbide Tools |
| Roughing, with severeinterruption | Turning or Facing C-2 andC-3 grade: Negative rakesquare insert, 45°
SCEA1,1/32 in. nose radius. Tooholder: 5° neg. back rake5° neg.
side rake. Speed:30-50 sfm,0.004-0.008 in.feed, 0.150 in depth of
cut.Dry2, oil3, or water-base coolant 4. |
| Normal roughing | Turning or Facing C-2 orC-3 grade: Negative ratesquare insert, 45°
SCEA,1/32 in nose radius. Tooholder: 5° neg. back rake5° neg. side
rake. Speed:90 sfm depending on rigidity of set up, 0.010 infeed,
0.150 in. depth ofcut. Dry, oil, or water-base coolant. |
| Finishing | Turning or Facing C-2 0rC-3 grade: Positive rakesquare insert, if
possible45° SCEA, 1/32 in.noseradius. Tool holder: 5° pos.back
rake, 5° pos. siderake.Speed: 95-110 sfm0.005-0.007 in. feed,0.040
in. depth of cut. Dryor water-base coolant. |
| Rough Boring | C-2 or C-3 grade: lf inserttype boring bar, use standard positive
raketools with largest possibleSCEA and 1/16 in. nose radius. lf
brazed tool bargrind 0° back rake, 10° posside rake, 1/32 in. nose
radius and largest possible SCEA.Speed: 70 sfm depending on the
rigidityof setup, 0.005-0.008 infeed, 1/8 in. depth of cut.Dry, oil
or water-base coolant. |
| Finish Boring | C-2 or C-3 grade: Usestandard positive raketools on insert type
bars.Grind brazed tools as fofinish turning and facingexcept back
rake may bebest at 0°. Speed: 95-110sfm,0.002-0.004 in
feed.Water-base coolant. |
Chemical Composition:
| Element | Ni | Cu | C | Mn | Fe | S | Si | Al | Ti |
| Minimum(%) | 63 | 27 | - | - | - | - | - | 2.3 | 0.35 |
| Max(%) | - | 33 | 0.25 | 1.5 | 2.0 | 0.01 | 0.5 | 3.15 | 0.85 |
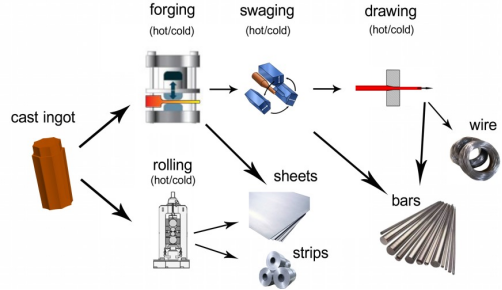
Processing Flow Chart: